本标准中水容积不大于150L的钢质焊接气瓶非等效采用了国际标准ISO 4706:1989《可重复充装的钢质焊接气瓶》。
1 主题内容与适用范围
本标准规定了钢质焊接气瓶(以下简称钢瓶)的基本参数、技术要求、试验方法、检验规则和标志、包装、运输、存放等。
本标准适用于在正常环境温度(-40~60℃)下使用的、水压试验压力不大于7.5MPa(表压)、公称容积为10~1000L可重复充装低压液化气体或溶解气体的钢瓶。
本标准也适用于重复充装GB 11174规定的工业用液化石油气的钢瓶。
2 引用标准
GB 228 金属拉伸试验方法
GB 232 金属弯曲试验方法
GB 1804 公差与配合 未注公差尺寸的极限偏差
GB 2106 金属夏比(V型缺口)冲击试验方法
GB 4159 金属低温夏比冲击试验方法
GB 6397 金属位伸试验试样
GB 7144 气瓶颜色标记
GB 8335 气瓶专用螺纹
GB 8337 气瓶用易熔合金塞
GB 9251 气瓶水压试验方法
GB 11174 液化石油气
GB 12137 气瓶气密性试验方法
GB/T 13005 气瓶术语
GB/T 15383 气瓶水压爆破试验方法
JB 4730 压力容器无损检测
3 术语、符号
3.1 术语
批量:是指采用同一设计、同一牌号材料、同一焊接工艺、同一热处理工艺连续生产的钢瓶所限定的数量。
3.2 符号
a——封头曲面与样板间隙,mm;
Akv——冲击吸收功,J;
b——焊缝对口错边量,mm;
c——封头表面凹凸量,mm;
D——钢瓶公称直径,mm;
d——弯曲试验的弯轴直径,mm;
Di——钢瓶内直径,mm;
Do——钢瓶外直径,mm;
E——对接焊缝棱角高度,mm;
e——钢瓶筒体同一横截面最大最小直径差,mm;
h——封头直边高度,mm;
Hi——封头内凸面高度,mm;
K——封头形状系数;
L——瓶体长度(包括两端封头高度),mm;
I——样板长度,mm;
n——弯轴直径与试样厚度的比值;
P——公称工作压力,MPa;
Pb——钢瓶实测爆破压力,MPa;
Ph——水压试验压力,MPa;
r——封头过渡区转角内半径,mm;
Ri——封头球面部分内半径,mm;
S——瓶体设计壁厚,mm;
S1——筒体设计壁厚,mm;
S2——封头设计壁厚,mm;
Sb——瓶体实测最小壁厚,mm;
Sk——拉力试样焊缝宽度,mm;
Sh——试样厚度,mm;
Sn——瓶体名义壁厚,mm;
V——公称容积,L;
δb——标准规定的抗拉强度,MPa;
δba——实测抗拉强度,MPa;
δs——屈服应力或常温下材料屈服点,MPa;
△Hi——封头内高度(Hi+h)公差,mm;
δs——短试样伸长率,%;
Ø——焊缝系数;
π△Di——内圆周长公差,mm;
4 基本参数
4.1 公称容积和公称直径
钢瓶公称容积V和公称直径D按表1规定。
表1
公称容积V
L | 10~25 | >25~50 | >50~100 | >100~150 | >150~200 | >200~600 | >600~1000 | 公称直径D
mm | 200,230
(217) | 250,300
(314) | 300,350
(314) | 400
(350) | 400
(500) | 600
(700) | 800
(900) | 注:()内的数值尽量不采用。
4.2 公称工作压力和水压试验压力
钢瓶公称工作压力和水压试验压力按表2规定。
表2 MPa | 介质名称 | 低压液化气体 | 溶解乙炔气体 | | 公称工作压力P | 5 | 3 | 2 | 1 | | | 水压试验压力Ph | 7.5 | 4.5 | 3 | 1.5 | 5.2 | 4.3 许用压力
钢瓶许用压力不得超过水压试验压力的0.8倍。
5 技术要求
5.1 材料一般规定
5.1.1 钢瓶瓶体材料,必须采用平炉、电炉或吹氧转炉冶炼的镇静钢,并具有良好的成形和焊接性能。
5.1.2 焊在钢瓶瓶体上的所有零部件,必须采用与瓶体材料性质相适应的材料。
5.1.3 所采用的焊接材料焊成的焊缝,其抗拉强度不得低于母材抗拉强度规定值的下限。
5.1.4 材料(包括焊接材料)应符合相应技术标准的规定,并必须有质量合格证明书。
5.1.5 钢瓶制造单位必须对制造钢瓶主体的材料,按炉罐号进行成品化学成分验证分析,按批号进行力学性能试验证试验。经试验合格的材料,应做材料标记。
5.2 化学成分
钢瓶主体材料的化学成分(溶炼分析),应符合表3规定。对含有添加微量合金元素的钢材,其含量应符合表4规定。
表3 % | 化学元素 | C | Si | Mn | P | S | P+S | | 不大于 | 0.22 | 0.45(0.60) | 1.60 | 0.04 | 0.04 | 0.07 | 注:()内化学成分的材料适用于制造V>150L的钢瓶材料。
表4 % | 微量合金元素 | Nb | Ti | V | Nb+V | | 不大于 | 0.08 | 0.20 | 0.20 | 0.20 | 5.3 力学性能
5.3.1 当钢瓶瓶体名义壁厚Sn≥6mm时,其主体材料的常温冲击吸收功Akv应符合表5的规定。
表5 | 瓶体名义壁厚Sn,mm | 试样规格,mm | 试验温度,℃ | 冲击吸收功Akv不大于,J | | 6~10 | 5×10×55 | 常 温 | 15 | | -40 | 14 | | >10 | 10×10×55 | 常 温 | 27 | | -40 | 20 | 5.3.2 当钢瓶瓶体名义壁厚Sn≥6mm,且在-20℃以下的环境温度使用时,若在使用温度下,按钢瓶内压力计算的一次拉伸薄膜应力大于常温下材料标准屈服点的1/6,则瓶体材料应做-40℃夏比V型缺口冲击试验,其冲击吸收功应符合表5规定。
5.3.3 钢瓶瓶体材料的屈服比(δs/δb)应不大于0.8。
5.4 设计一般规定
5.4.1 钢瓶瓶体壁厚计算所依据的内压力为水压试验压力。
5.4.2 钢瓶瓶体的组成最多不超过三部分,即纵焊缝不得多于一条,环焊缝不得多于两条。
5.4.3 钢封头的形状应为椭圆形(见图1a)、碟形(见图1b)或半球形,封头的直边高度h规定如下:
a.当名义壁厚Sn≥8mm时,直边高度h≥25mm;
b.当名义壁厚Sn≥8mm时,直边高度h≥40mm。
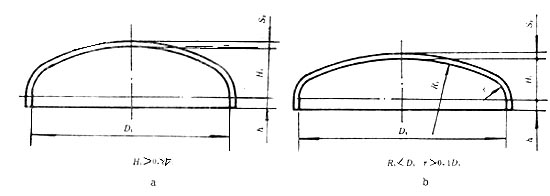
图1
5.5 瓶体壁厚计算
5.5.1 筒体设计壁厚Si按(1)式计算,并向上圆整,保留一位小数。
Si=PhDi/2δsø/1.3-Ph (1)
式中,焊缝系数Ø规定如下:
Ø=1,每条对接焊缝均100%射线透照检测;
Ø=0.9,焊缝射线透照检测要求按5.13.2条的规定。
5.5.2 封头设计壁厚S2按(2)式计算,并向上圆整,保留一位小数。
S2=PhDiK/2δs/1.3-Ph (2)
式中,封头形状系数K,对标准椭圆封头(Hi=0.25Di),K=1,其它封头由图2查出。
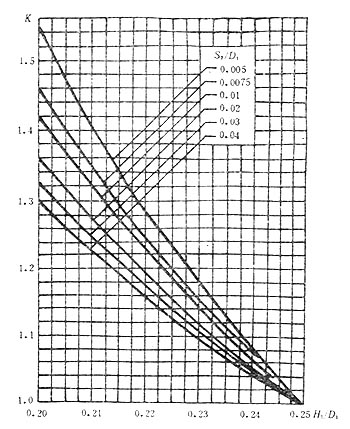
适用于比值Hi/Di在0.20至0.25之间
a
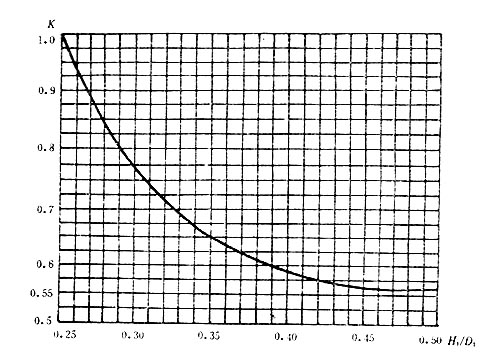
适用于比值Hi/Di在0.25至0.50之间
b
图2
5.5.3 瓶体设计壁厚S应符合下列规定:
a.当钢瓶内直径Di<250mm时,不小于2mm;
b.当钢瓶内直径Di≥250mm时,不小于按(3)式计算的厚度。
S=Do/250+1 (3)
5.5.4 钢瓶筒体和封头的名义壁厚应相等,确定瓶体的名义厚度时,应考虑腐蚀裕量、钢板厚度负偏差和工艺减薄量。
5.6 开孔
5.6.1 不允许在筒体上开孔。在封头上开孔时,应避开应力集中的部位。
5.6.2 开孔均应考虑补强,补强采用等强度补强方法,补强材料应和瓶体材料相适应,并具有良好的焊接性能。
5.7 焊接接头
5.7.1 主体焊缝的焊接接头应采用全焊透对接型式。
5.7.2 纵焊缝不得有永久性垫板。
5.7.3 环焊缝允许采用永久性垫板,或者在接头的一侧做成台阶形的整体式垫板。
5.8 附件
5.8.1 附件的结构设计和布置应便于操作及焊缝的检查。附件与瓶体的连接时缝应避开瓶体的纵、环焊缝。附件的结构形状及其与瓶体的连接,应防止造成积液。
5.8.2 底座应保证钢瓶直立时的稳定性,并具有供排液和通风的孔。
5.8.3 当钢瓶盛装介质后的总重量超过40kg时,应考虑吊装附件或吊装孔。
5.8.4 选配的瓶阀应满足所盛装介质的要求,瓶阀螺纹必须与瓶口螺纹相匹配,并符合有关标准。
5.8.5 钢瓶应配戴固定式瓶帽或护罩。
5.8.6 钢瓶及其附件的密封材料,不得与所盛装的介质发生化学反应。
5.8.7 钢瓶装设安全泄放装置时,其易熔合金不得与瓶内介质发生化学反应,也不得影响充装质量。
5.8.8 盛装毒性程度为极度或高度危害介质(如光气、氟化氢、氯等)的钢瓶,不得采用泄放装置。
5.9 组批
钢瓶制造单位必须根据有关规定按批组织生产。
5.10 焊接工艺评定
5.10.1 钢瓶制造单位,在生产钢瓶之前,或需要改变瓶体材料、焊接材料、焊接工艺、焊接设备时,均应进行焊接工艺评定。
5.10.2 焊接工艺评定可以在焊接评定试板上进行,也可以直接在钢瓶上进行。进行工艺评定的焊缝,应能代表钢瓶的主要焊缝(纵焊缝、环焊缝)。
5.10.3 焊接工艺评定板应经外观检查和100%射线透照检测,检测结果应符合5.12条和5.13条的规定。
5.10.4 焊接接头应进行拉伸、弯曲试验,当瓶体名义壁厚Sn≥6mm时,还应进行常温冲击试验。当钢瓶使用符合5.3.2条时,则应改做-40℃低温冲击试验。
5.10.5 焊接工艺评定试验结果要求如下:
a.焊接接头的抗拉强度应符合5.23条;
b.冲击试验结果应符合5.3条的表5规定。试验结果是指三个试样的算术平均值,允许其中一个试样比规定的合格数值低1/6;
c.弯曲试样至100°时应无裂纹,试样边缘先期开裂可以不计。
5.10.6 焊接工艺评定文件,应经钢瓶制造单位技术总负责人批准。
5.11 焊接的一般规定
5.11.1 钢瓶的焊接,必须由按劳动部颁发的《锅炉压力容器焊工考试规则》考试合格,并持有效证书的焊工承担。施焊后,焊工应在所焊之焊缝附近的适当位置打上焊工钢印,并有可跟踪的记录。当有特殊要求时可按图样规定。
5.11.2 钢瓶主体焊缝的焊接,必须采用自动焊接方法,并严格遵守经评定合格的焊接工艺。
5.11.3 焊接坡口的形状和尺寸,应符合图样规定。坡口表面清洁、光滑,不得有裂纹、分层和夹杂等缺陷。
5.11.4 焊接(包括焊缝返修)应在室外内进行,室内相对湿度不得大于90%,否则应采取措施。当焊接件的温度低于0℃时,应在开始施焊的部位预热。
5.11.5 施焊时,不得在非焊接处引弧。纵焊缝应有引弧板和熄弧板,板长不得小于100mm,去除引、熄弧板时,应采用切除的方法,严禁使用敲击的方法,切除处应磨平。
5.12 焊缝外观
5.12.1 瓶体对接焊缝的余高为0~3.5mm,同一焊缝最宽最窄处之差不大于4mm。
5.12.2 阀座、塞座角焊缝的几何形状应圆滑过渡至母材表面。
5.12.3 瓶体上的焊缝不允许咬边,焊缝和热影响区表面不得有裂纹、气孔、弧坑、凹陷和不规则的突变,焊缝两侧的飞溅物必须清除干净。
5.13 焊缝射线透照
5.13.1 从事钢瓶焊缝射线检测人员,必须按劳动部颁发的《锅炉压力容器无损检测人员资格鉴定考核规则》考试合格,并持有效证书。
5.13.2 采用焊缝系数Ø=1设计的钢瓶,每只钢瓶的纵、环焊缝均必须进行100%射线透照检测。
采用焊缝系数Ø=0.9设计的钢瓶,对于只有一条环焊缝的按生产顺序每50只抽取一只(不足50只时,也应抽取一只)进行焊缝全长的射线透照检测;对于有一条纵焊缝,两条环焊缝的钢瓶,每只钢瓶的纵、环焊缝均必须进行不少于该焊缝长度的20%的射线透照检测。
5.13.3 射线透照的部位应包括纵、环焊缝的交接处。
5.13.4 焊缝射线透照检测按JB 4730进行,射线透照底片质量为AB级,焊缝缺陷等级不低于Ⅱ级。
5.13.5 未经射线透照的瓶体对接焊缝质量也应符合5.13.4条的要求。如经复验发现仅属于气孔超标的缺陷,可由钢瓶制造单位和用户协商处理。
5.14 焊缝返修
5.14.1 焊缝返修应按返修工艺进行。返修部位应重新按5.12条及5.13.4条进行外观和射线透照检测合格。
5.14.2 焊缝同一部位的返修次数,不应超过两次。若超过时,每次返修均经技术总负责人批准。
5.14.3 返修次数和返修部位应记入产品生产检验记当,并在产品合格证中注明。
5.15 筒体
5.15.1 筒体由钢板卷焊时,钢板的轧制方向应与筒体的环向一致。
5.15.2 筒体同一横截面最大最小直径差e不大于0.01D。
5.15.3 筒体纵焊缝对口错边量b水大于0.1Sn(图3)。
5.15.4 筒体纵焊缝棱角高度E不大于0.1Sn+2mm(图4)。用长度1为1/2D但不大于300mm的样板进行测量。
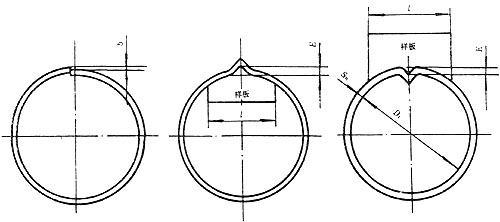
图3 图4
表6 mm 公称直径
D | 圆周长公差
π△Di | 最大最小直径差
e | 表面凹凸量
c | 曲面与样板间隙
a | 内高代差
△Hi | | <400 | ±4 | 2 | 1 | 2 | +5
-3 | | 400~700 | ±6 | 3 | 2 | 3 | | >700 | ±9 | 4 | 3 | 4 | 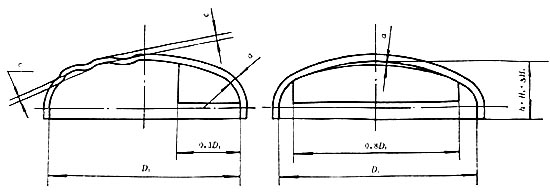
图5
5.16 封头
5.16.1 封头必须用整板钢板制成。
5.16.2 封头的形状与尺寸公差不得超过表6的规定,符号见图5所示。
5.16.3 封头实测最小壁厚不得小于封头设计壁厚与腐蚀裕量之和。
5.16.4 封头直边部分的纵向皱折深度不得大于0.25%D,且不得大于1.5mm。
5.17 未注公差尺寸的极限偏差
未注公差尺寸的极限偏差按GB 1804的规定,具体要求如下:
a.机械加工件为IT14;
b.非机械加工件为IT16;
c.长度尺寸为±½IT16。
5.18 组装
5.18.1 钢瓶的各零件在组装前,均应经检查合格,且不准进行强力组装。
5.18.2 封头与筒体对接环焊缝的对口错边最b和棱角高度E不得超过表7的规定,检查尺寸的长度应不小于300mm。
表7 mm | 瓶体名义壁厚Sn | 对口错边量b | 棱角高度E | | <6 | 0.25Sn | 0.10Sn+2 | | 6~10 | 0.25>Sn | | >10 | 0.10Sn+1 | 5.18.3 当钢瓶由两部分组成时,圆柱形筒体部分的直线度应不大于其长度的千分之二。
5.18.4 附件的组装应符合图样的规定。
5.19 表面质量
钢瓶外表面应光滑,不得有裂纹、重皮、夹杂和深度超过0.5mm的凹坑、划伤、腐蚀等缺陷,否则应进行修磨,修磨处应圆滑,其壁厚不得小于设计壁厚与腐蚀裕量之和。
5.20 热处理
钢瓶在全部焊接完成后,必须进行整体正火或消除应力的热处理。热处理应严格按热处理工艺执行。实测记录应记入产品合格证中。
5.21 容积和重量
5.21.1 钢瓶的实测水容积应不小于其公称容积。对于公称容积大于150L的钢瓶,其实测容积可用理论容积代替,但不得有负偏差。
5.21.2 钢瓶制造完毕后应逐只进行净重的测定。
5.22 水压试验和气密性试验
5.22.1 钢瓶水压试验应在热处理后进行。水压试验压力按4.2条确定。在水压试验压力下保压3~5min进行检查。钢瓶不得有宏观变形、渗漏,压力表不允许有回降现象。试验完毕后立即把水放净,并进行干燥处理。
5.22.2 钢瓶气密性试验必须在水压试验合格后进行。低压液化气钢瓶的气密性试验压力为公称工作压力,溶解乙炔气钢瓶的气密性试验压力为3MPa。在试验压力下保压1~3min,被试验钢瓶不得有泄漏现象。
5.22.3 如果在水压试验和气密性中发现焊缝上有泄漏,可按5.14条的规定进行返修。钢瓶焊缝进行返修后,应重新进行整体热处理。
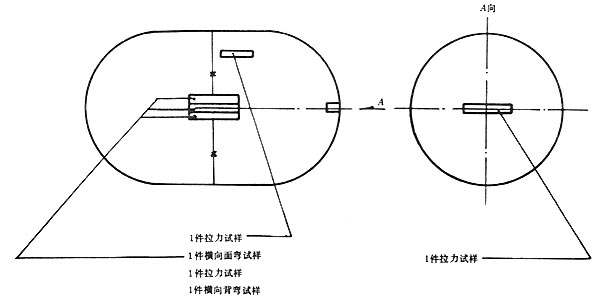
图6
注:X表示焊缝。
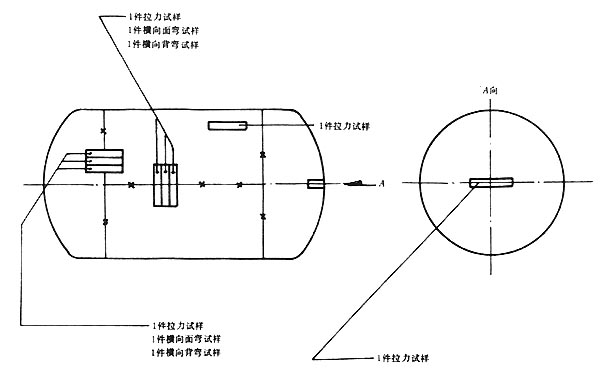
图7
注:X表示焊缝。
5.22.4 焊缝属下列情况的返修,可不必重新热处理。
a.针孔泄漏;
b.返修长度未超过25mm;
c.同一焊缝的返修不多于两处,且两处相距不小于75mm。
5.22.5 焊缝返修后,按5.22.1条和5.22.2条的规定,重新进行水压试验和气密性试验。
5.23 力学性能试验和爆破试验
5.23.1 对公称容积小于或等于150L的钢瓶,应按批抽取样瓶进行力学性能试验和爆破试验。试验用钢瓶必须是经射线透照检测和逐只检查合格的钢瓶。
对公称容大于150L的钢瓶,可按批制备产品焊接试板进行力学性能试验。
5.23.2 在钢瓶瓶体上进行力学性能试验时,对于由两部分组成的钢瓶,试验取样部位按图6。对于由三部分组成的钢瓶,试样取样部位按图7。
5.23.3 采用产品焊接试板进行力学性能试验时,产品焊接试板应和受试钢瓶在同一块钢板(或同一炉批钢板)上下料,作为受试钢瓶纵焊缝的延长部分,与纵焊缝一起焊成,并与受试钢瓶同一炉热处理。试板应打上受试钢瓶的瓶号和焊工代号钢印。试板上的焊缝应进行外观检查和100%的射线透照检测,并符合5.12条和5.13条的规定,焊接试板上,其试样的取样位置按图8。
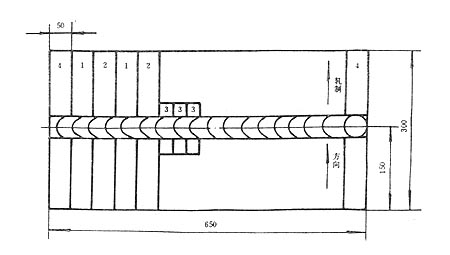
图8
1——拉力试样;2——弯曲试样;3——冲击试样;4——舍弃部分
5.23.4 试样的焊缝断面应良好,不得有裂纹、未熔合、未焊透 夹渣和气孔等缺陷。
5.23.5 力学试验结果应符合如下规定:
a.钢瓶瓶体母材的实测抗拉强度δba不得大于母材标准规定值的下限,伸长率δ5不小于表8的规定。
表8 瓶体名义壁厚Sn
mm | 实测抗拉强度δba | | ≤490MPa | >490MPa | | δ5,% | | <3 | 22 | 15 | | ≥3 | 29 | 20 | b.焊接接头试样无论断裂发生在什么位置,其实测抗拉强度δba均不得小于母材标准规定值的下限。
c.焊接接头试样弯曲至100°时无裂纹,试样边缘的先期开裂可以不计。
d.母材和焊接接头试样冲击试验结果符合5.3条的规定。试验结果是指三个式样的算术平均值,允许其中一个试样比规定的合格数值低1/6。
5.23.6 钢瓶爆破试验结果应符合下列规定:
a.在试验压力Ph下,钢瓶的容积残余变形率不大于10%;
b.爆破压力实测值Pb,不小于按(4)式计算的结果;
Pb=2Sb×δb/D0-Sb (4)
c.钢瓶破裂时的容积变形率(钢瓶容积增加量与试验前钢瓶实际容积比)不小于表9的规定:
表9 瓶体长度与公称直径比
L/D | δb,MPa | | ≤360 | >360~490 | >490 | | 容积变形率,% | | >1 | 20 | 15 | 12 | | ≤1 | 14 | 20 | 8 | d.钢瓶破裂不产生碎片,爆破口不发生在封头上(只有一条环焊缝,L≤2D的钢瓶除外)、纵焊缝及其熔合线上、环焊缝上(垂直于环焊缝除外);
e.钢瓶的爆破口为塑性断口,即断口上有明显的剪切唇,但没有明显的金属缺陷。
5.24 涂漆
5.24.1 钢瓶经检查合格,应清除表面油污、锈蚀、氧化皮、焊接飞溅物,并在保持干燥的情况下,方可涂漆。
5.24.2 钢瓶表面不允许涂腻子。
5.24.3 钢瓶的颜色标记应符合GB 7144的规定。
6 试验方法
6.1 材料验证试验
钢瓶材料化学成分和力学性能的验证试验,按其材料标准规定的方法取样分析和试验。
6.2 焊接工艺评定试板力学性能试验
6.2.1 按5.10.2条要求,从焊接工艺评定试板(尺寸参照图8)上截取样坯时,试样两端舍去部分不少于50mm,样坯一般用机械加工方法截取。采用火焰切割时,必须除去热影响区。从钢瓶上用火焰切割截取样坯时(截取位置参考图6和图7),试样上不得留有热影响区。
6.2.2 焊接工艺评定用的焊接接头试样数量规定如下:拉力试样2件,横向弯曲试样4件(面变、背变各2件),冲击试样6件(焊缝、热影响区各3件)。
6.2.3 试样上的焊缝的正面和背面,均应进行机械加工,使其与母材齐平,对于不平整的试样,可以用冷压法矫平。
6.2.4 拉力试样按图9制备,拉伸试验按GB 228进行。
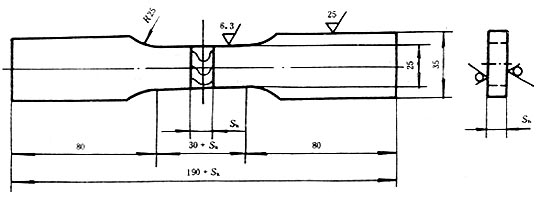
图9
6.2.5 弯曲试样宽度为25mm,弯曲试验按GB 232进行。试验时,应使弯轴轴线位于焊缝中心,两支辊面间的距离应做到试样恰好不接触辊子两侧面(见图10),弯轴直径d和试样厚度Sh之间和比值n应符合表10的规定,弯曲角度应符合5.23.5条的规定。
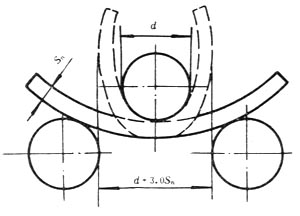
图10
表10 实测抗拉强度δba
MPa | n | | ≤430 | 2 | | >430~510 | 3 | | >510~590 | 4 | | >590~685 | 5 | 6.2.6 冲击试样的尺寸应符合5.3.1条表5的的规定。焊缝冲击试样的缺口轴线应垂直于焊缝表面。热影响区冲击试样的缺口轴线,也应垂直于焊缝表面,且应位于母材热影响区最严重区域。常温冲击或低温冲击试验分别按GB 2106和GB 4159进行。
6.3 焊缝射线透照检测
钢瓶瓶体纵、环焊缝射线透照检测按JB 4730进行。胶片放置位置应包括5.13.3条规定的部位,其它部位由射线透照检测人员或质量检验人员确定。
6.4 母材和焊接接头力学性能试验
6.4.1 从钢瓶上截取试样
6.4.1.1 由两部分组成的钢瓶,从圆柱形筒体部分沿纵向截取母材拉力试样一件,如果筒体部分长度不够,则从封头凸形部分切取。从环焊缝处截取焊接接头的拉力、横向面弯及背弯试样各一件(图6)。
6.4.1.2 由三部分组成的钢瓶,母材拉力试样离纵焊缝180°沿纵向从圆柱形筒体部分切取一件,从任一封头凸型部分截取一件。从纵焊缝处截取拉力、横向面弯和背弯试样各一件。如果环焊缝和纵焊缝采用不同的焊接方法(或焊接工艺),则还应从环焊缝处截取同样数量的试样(图7)。
6.4.1.3 当需要从钢瓶上截取冲击试样时,其样坯可在接近其它试样规定部位截取。
6.4.2 从产品焊接试板上截取焊接接头试样:拉伸试样2件、横向面弯和背弯试样各一件、冲击试样(缺口位于焊缝中心)3件。
试板的尺寸和样坯的截取部位见图8。
6.4.3 从钢瓶上或从产品焊接试板上截取样坯方法,应符合6.2.1条的规定。
6.4.4 焊接接头试样的加工应符合6.2.3条的规定。
6.4.5 母材拉力试样的制备和试验应分别符合GB 6397和GB 228的规定。
6.4.6 焊接接头拉力、弯曲和冲击试样的制备及其试验按6.2.4条至6.2.6条的规定进行。
6.5 重量和容积测定
6.5.1 采用称量法测定钢瓶的重量和容积。重量单位为千克(kg),容积单位为升(L)。
6.5.2 称量应使用最大称量为实际称量1.5~3.0倍的衡器,其精度应能满足最小称量误差的要求,其周检期不应超过三个月。
6.5.3 重量和容积测定应保留三位有效数字,其余数字对于重量应进1,对于容积应舍去,示例如下:
实测净重和容积 1.064 5 10.676 106.55
重量应取为 1.07 10.7 107
容积应取为 1.06 10.6 106
6.6 瓶体壁厚测量
瓶体壁厚使用超声波测厚仪进行测量。
6.7 水压试验
钢瓶水压试验按GB9251的有关规定进行,试压时应以每秒不大于0.5MPa的升压速度,缓慢地升至试验压力。
6.8 气密性试验
钢瓶气密性试验按GB12137的有关规定进行。
6.9 爆破试验
6.9.1 钢瓶爆破试验采用水压,其方法按GB15385的要求进行,并应遵循下列规定:
a.试验的环境温度和试验用水的温度不应低于5℃;
b.试验系统不得有渗漏,不得存留气体;
c.试验时必须用两个量程相同、且量程为试验压力2.0~3.0倍,精度不低于1.5级的压力表,其周检期不得超过一个月;
d.试压泵每小时的送水量不应超过钢瓶水容积的5倍;
e.试验时应有可靠的安全措施。
6.9.2 进行爆破试验前,应先按6.5条测定钢瓶实际容积。
6.9.3 进行爆破试验时,先按GB9251的外测法试验或内测法试验确定在水压试验压力Ph下的钢瓶容积变形量和残余变形率,然后再缓慢升压,并测量、记录压力和时间或进水量的对应关系,绘制相应的曲,确定钢瓶开始屈服的压力、升压直至爆破并确定爆破压力和总进水量为止,并计算爆破容积变形率。
6.10 外观检查
用目测检查钢瓶表面、焊缝外观及其附件。
7 检验规则
7.1 材料检验
7.1.1 钢瓶制造单位应按6.1条规定的方法对制造钢瓶瓶体的材料,按炉罐号进行成品化学成分验证分析,按批号进行力学性能验证试验。成品化学成分验证分析结果和熔炼化学成分的偏差,应符合该材料标准的规定。
7.1.2 验证分析试验结果,应符合5.1.4条和5.2条的规定。当钢瓶瓶体壁厚等于或大于6mm时,冲击试验应符合5.3条的规定。
7.2 逐只检验
7.2.1 钢瓶逐只检验应按表11规定的项目进行。
7.2.2 采用焊缝系数Ø=0.9设计的钢瓶,对于有一条纵焊缝、两条环焊缝的,每只钢瓶应进行不少于其纵、环焊缝相应长度总长20%的射线透照检测,如发现超过标准规定的缺陷,应在该缺陷两端各延长该焊缝长度20%的射线透照检测,一端长度不够时,在另一端补足,若仍有超过标准规定的缺陷时,则该钢瓶的纵、环焊缝应进行100%的射线透照检测。
7.3 批量检验
7.3.1 分批和抽样规则
7.3.1.1 对于只有一条环焊缝,并采用焊缝系数Ø=0.9设计的钢瓶,按生产顺序每50只抽取一只(不足50只时应抽取一只)进行焊缝全长的射线透照检测。
7.3.1.2 对于公称容积小于或等于150L的钢瓶,以不多于500只为一批,从每批钢瓶中抽取力学性能试验和爆破试验瓶各一只。
7.3.1.3 对于公称容积大于150L的钢瓶,以不多于50只为一批,做一块产品焊接试板进行力学性能试验。
7.3.2 检验项目
钢瓶批量检验项目按表11规定。
7.3.3 复验规则
7.3.3.1 在批量检验中,如有不合格项目,应进行复验。
7.3.3.2 批量检验项目中,如有证据证明是操作失误或试验设备失灵造成试验失败,则可在同一钢瓶(必要时也可在同批钢瓶中另抽一只)或原产品焊接试板上做第二次试验。第二次试验合格,则第一次试验可以不计。
7.3.3.3 焊缝全长的射线透照检测不合格时,应在同一生产顺序50只中,再抽取二只钢瓶进行焊缝全长的射线透照检测,若仍不合格,则应逐只进行焊缝全长的射线透照检测。
7.3.3.4 公称容积小于或等于150L的钢瓶进行的力学性能试验或爆破试验不合格时,应按表12的规定进行复验,复验钢瓶在同批中任选。
表11 | 序号 | 检 验 规 则 | 逐只检验 | 批量检验 | 检验方法 | 判定依据 | | 1 | 简
体 | 最大最小直径差 e | △ | | | 5.15.2 | | 2 | 纵焊缝对口错边量 b | △ | | 5.15.3 | 5.15.3 | | 3 | 纵焊缝棱角高度 E | △ | | 5.15.4 | 5.15.4 | | 4 | 直线度 | △ | | | 5.18.3 | | 5 | 封
头 | 内圆周长公差 π△Di | △ | | | 5.16.2 | | 6 | 表面凹凸量 c | △ | | 5.16.2 | | 7 | 最大最小直径差 e | △ | | | | 8 | 曲面与样板间隙 a | △ | | 5.16.2 | | 9 | 内高公差 △Hi | △ | | | | 10 | 直边部分纵向皱折深度 | △ | | | 5.16.4 | | 11 | 环焊缝对口错边量 b | △ | | 5.18.2 | 5.18.2 | | 12 | 环焊缝棱角高度 E | △ | | 5.18.2 | 5.18.2 | | 13 | 钢瓶表面 | △ | | 6.10 | 5.19 | | 14 | 焊缝外观 | △ | | 6.10 | 5.12 | | 15 | 瓶体壁厚 | △ | | 6.6 | 5.16.3、5.19 | | 16 | 射线透照 | △ | △ | 6.3 | 5.5.1、5.13.4 | | 17 | 力学性能 | | △ | 6.4 | 5.23 | | 18 | 重量 | △ | | 6.5 | 5.21.2 | | 19 | 容积 | △ | | 6.5 | 5.21.1 | | 20 | 水压试验 | △ | | 6.7 | 5.22.1 | | 21 | 气密性试验 | △ | | 6.8 | 5.22.2 | | 22 | 爆破试验 | | △ | 6.9 | 5.23.6 | | 23 | 附件 | △ | | 6.10 | 5.8 | 表12 只 | 批 量 | 不合格项目 | 复验项目 | | ≤250 | 1M | 2M 1B | | 1B | 1M 2B | | >250~500 | 1M | 2M 2B | | 1B | 1M 4B | 注:M——力学性能试验;
B——爆破试验。
7.3.3.5 按7.3.3.4条复验仍有一只以上钢瓶不合格时,则该批钢瓶为不合格。但允许对这批钢瓶进行修理,清除缺陷后再重新热处理,并按7.3条的规定,作为新的一批重新检验。
7.3.3.6 公称容积大于150L的钢瓶,其产品焊接试板力学性能试验如有不合格的项目,经加倍复验仍不合格时,允许从该批钢瓶中任选一只,按6.4.1.2条的规定截取试样重做试验,如还有不合格的项目,则这批钢瓶为不合格。但允许重新热处理,按6.4.1.2条规定做为新的一批重新检验。
8 标志、包装、运输、存放
8.1 钢瓶上的钢印标志的内容、位置和要求,应符合劳动部颁发的《气瓶安全监察规程》和钢瓶设计图样的规定。钢印标志中瓶体设计壁厚,应标志简体或封头设计壁厚两者中较厚的壁厚。
8.2 出厂钢瓶的包装,应根据与用户签订的协议中关于包装的要求进行,如用户无要求时,则按制造单位的技术规定进行。
8.3 钢瓶在运输和装卸过程中,要防止碰撞、划伤和损坏附件。
8.4 钢瓶应存放在没有腐蚀气体,并通风、干燥、不受日光曝晒的地方。
9 出厂文件
9.1 出厂的每只钢瓶,均应附有产品合格证,产品合格证所记入的内容应和制造单位保存的生产检验记录相符,产品合格证的格式和内容见附录A(参考件)。
9.2 出厂的每批钢瓶,均应附有批量检验质量证明书。该批钢瓶有一个以上用户时,可提供批量检验质量证明书的复印件给用户,批量检验质量证明书的格式和内容见附录B(参考件)。
9.3 制造单位应妥善保存钢瓶的检验记录和批量检验质量证明书的复印件(或正本),保存时间应不少于7年。
附 录 A
产 品 合 格 证
(参考件) |
xxxxx厂
钢质焊接气瓶
产 品 合 格 证
钢瓶名称_______________________________________________
产品编号_______________________________________________
钢瓶批号_______________________________________________
出厂日期_______________________________________________
制造许可证_____________________________________________
本产品的制造符合GB 5100-94《钢质焊接气瓶》和设计图样要求。经检验合格。
检验科长(章) 质量检验专用章
年 月
主要技术数据:
公称容积 L 实际容积 L
内直径 mm 总长度 mm
充装介质 最大充装量 kg
筒体设计壁厚 mm 封头设计壁厚 mm
筒体、封头钢板牌号 材料标准代号
材料化学成分规定值,%:
C Si Mn P S P+S
材料强度规定值:δb MPa
δs MPa
钢瓶净重(不包括可拆件) kg
热处理方式 加热温度 ℃
保温时间 h 冷却方式
水压试验压力 MPa 气密性试验压力 MPa
焊缝系数Ø
焊缝射线透照检测
依据标准
检测比例
合格级别
检测结果
焊缝返修次数
1次__________处, 2次__________处, 3次__________处。
焊缝返修部位展开简图。 (三部分组成) (两部分组成)
使用说明:
内容由制造单位编写,但必须有遵守劳动部有关规程,最高使用温度以及使用注意事项等方面的条款。
钢瓶简图:
| 注:规格要统一,表心尺寸推荐150mm×100mm。
附 录 B
批量检验质量证明书
(参考件) |
xxxx厂
钢质焊接气瓶批量检验质量证明书
钢瓶名称___________________________________________________
盛装介质及化学分子式_______________________________________
图号_______________________________________________________
出厂批号___________________________________________________
出厂日期___________________________________________________
制造许可证编号_____________________________________________
本批钢瓶共 只,编号从 号到 号,经检查和试验符合
GB 5100-94的要求,是合格产品。
安全监察机关检查专用章 制造厂检验专用章
监察员 检验科长
年 月 日 年 月 日
制造厂地址: 邮政编码
1 主要技术数据
公称容积 L 公称工作压力 MPa
公称直径 mm 水压试验压力 MPa
瓶体名义壁厚 mm 气密性试验压力 MPa
2 试验瓶的测量 (V>150L时,指带试板的瓶) | 试验
瓶号 | 实际容积
L | 净 重
kg | 最小实测壁厚,mm | 热处理炉号 | | 筒体 | 封头 | | | | | | | | 注:净重不包括可拆件。
3 瓶体材料化学成分 % 4 焊接材料 5 钢瓶及试板热处理
方法 加热温度 ℃
保温时间 h 冷却方式
6 焊缝射线透照检测
焊缝总长 mm 检查比例 %
按JB 4730检测 级合格
试验用瓶(V>150L时,指带试板的瓶)
返修1次 处,返修2次 处,返修3次 处。 7 力学性能试验 | 试板编号 | 抗拉强度
δb
MPa | 伸长率
δ5
% | 弯曲试验 | 冲击值,J | | 横向
面弯 | 横向
背弯 | V型缺口
常温 | V型缺口
-40℃ | | | | | | | | | | | | | | | | | | 试样数量 | 2 | 2 | 1 | 1 | 3 | 3 | 8 水压爆破试验(V≤150L) | 试验瓶号 | 爆破压力
MPa | 开始屈服压力
MPa | 试验压力下容积残余变形率
% | 爆破时容积变形率
% | | | | | | | | | | | | | | | | | | | 9 试验用瓶(公称容积V>150L时,指带试板的瓶)
返修部位(简图)
10 试验瓶(V≤150L)爆破位置和形状简图
质量检验员专用章
| 注:规格要统一,表心尺寸推荐为150mm×100mm。
附加说明:
本标准由中华人民共和国劳动部提出。
本标准由全国气瓶标准化技术委员会归口。
本标准由北京金属结构厂、石家庄化工机械厂、常州飞机制造厂、上海化工机械一厂负责起草。
本标准主要起草人林志民、陈士光、侍静远、张而立。
| 


